Thermal inertia
Heat is slow and delayed. Control decisions must account for where the process is heading, not only the current reading.
Hardware × Software × Controlled Autonomy
Where software meets physical constraints.
The Lab explores systems that sense physical behavior, evaluate signal quality, control hardware, and stay within clear safety limits.
Featured laboratory system
A coffee-roasting control system with ESP32 edge sensing, temperature and RPM inputs, airflow and heater control, telemetry, safety limits, manual takeover, profile tracking, and an operator screen.
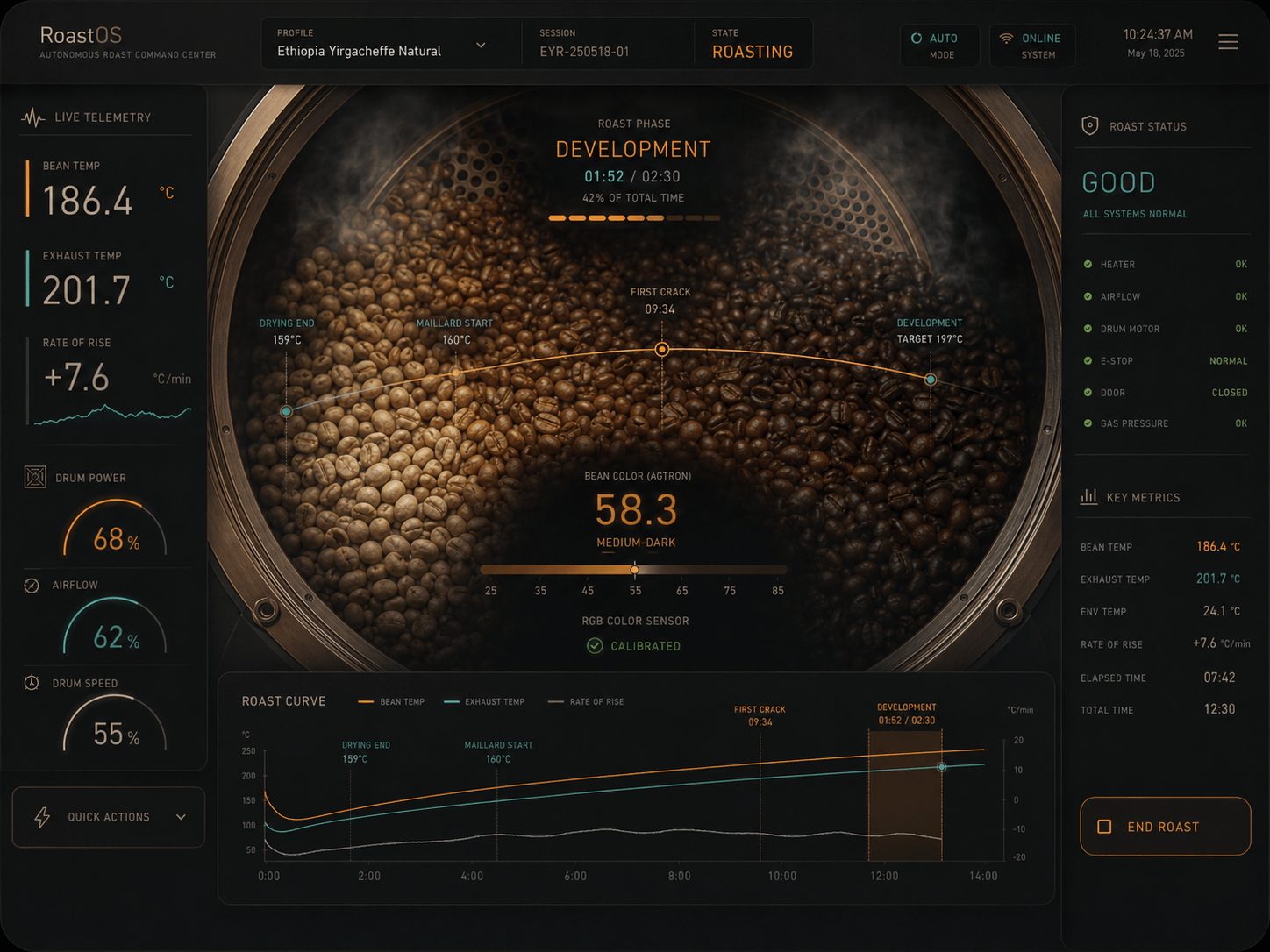
Roast-state calibration
Bean state is read as a progression in material color and process phase, not as theatrical warm lighting.
Engineering problems
Before the system acts, it must trust the inputs, keep the command within safety limits, and show the operator what is happening.
Heat is slow and delayed. Control decisions must account for where the process is heading, not only the current reading.
Temperature, RPM, airflow, and environmental signals can drift, fail, or disagree. The system must know when not to trust them.
Heater, airflow, drum movement, and chaff handling affect one another. A local correction can create a different downstream problem.
Safety logic must be able to constrain or stop autonomous commands before process targets are considered.
The operator needs immediate, legible manual control without losing the event history or the system state that led to intervention.
The screen should make process phase, signal quality, and control state clear enough for fast decisions.
Physical / mechanical layer
The drum, airflow path, heating surface, enclosure, and sensor locations define what the software can observe and influence. This page explains those boundaries without publishing fabrication instructions.
Drum behavior and bean movement shape heat transfer and consistency, so the control model has to respect mechanical behavior.
Air movement changes thermal behavior while chaff handling introduces maintenance, cleanliness, and safety constraints.
Stainless-steel, food-contact, thermal isolation, service access, and cleaning considerations influence the system boundary.
A sensor is only useful when its location reflects the process state being inferred and remains maintainable under prototype constraints.
Software / control layer
Each control layer checks the conditions required before the next layer can act.
An ESP32 edge controller coordinates PT100 temperature sensing, environmental context, RPM, airflow, and heater-control surfaces.
A FastAPI control brain receives live state, evaluates process context, records events, and exposes a bounded operator interface.
Range, stale-signal, jump, persistence, and cross-check concepts help distinguish process movement from unreliable input.
Roast phases, rate-of-rise behavior, first-crack detection concepts, and target-profile context support controlled progression.
Safety supervisor and failsafe behavior constrain outputs before autonomy can act, preserving a clear operator override path.
Telemetry, markers, state changes, manual interventions, and outcomes remain available for review and refinement.
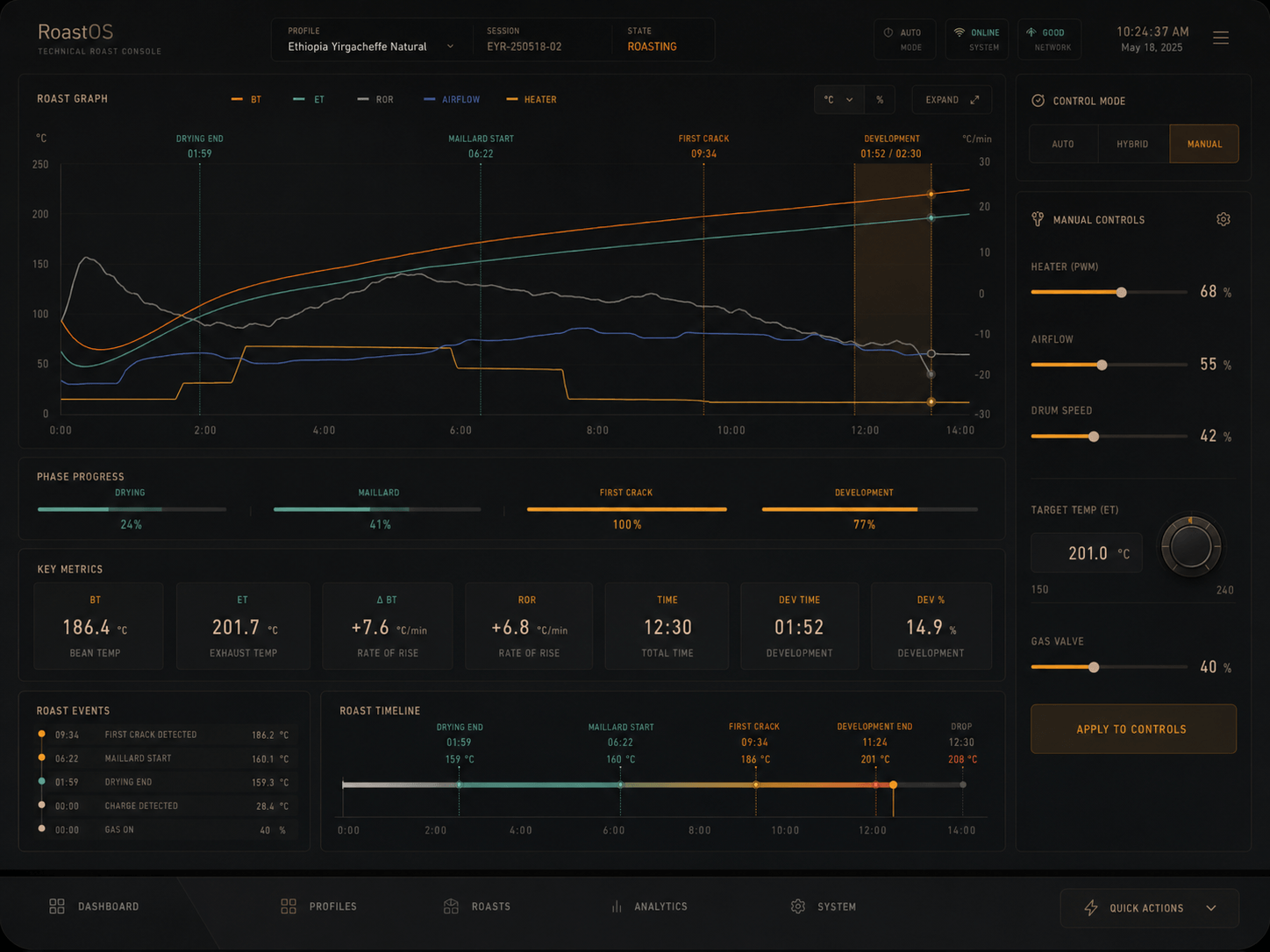
Technical control and operator-takeover view · no private network values or build details.
Visual modeling layer
The drum and bean-state view brings roast curves, phase markers, signal state, color changes, and manual controls into one screen.
The screen reflects the current control concept, not a claim that visual inference alone can determine roast quality.
Why it matters
RoastOS connects sensors, signal checks, safety limits, control commands, event history, and manual takeover in one operating model.
Public evidence boundary
The public page excludes exact wiring, pinouts, firmware logic, dimensions, bill of materials, network values, credentials, and unsafe heating instructions. Safety behavior is described as prototype control logic, not certified safety or production readiness.